Podjetje Telem je s svojo dolgotrajno tradicijo avtomatizacije raznovrstnih tehnoloških procesov dodalo še en velik mejnik v vrsti zahtevnih avtomatizacij. Skupaj s partnerji smo izdelali povsem novo in tehnološko dovršeno, tako imenovano, linijo za polnjeno žico. Projektni razpon je obsegal vse od projektiranja do same izvedbe na ključ.
Sam produkt polnjene žice je zelo malo znan in je eno ključnih sestavin za finalizacijo kemičnih procesov v proizvodnji jekla v jeklarski industriji ter železovih zlitin v livarski industriji. V jeklarski industriji predstavlja polnjena žica dodatek k proizvodu za doseganje določenih mehanskih lastnosti ali za druge kemične procese, kot so na primer odžvepljevanje in dezoksidacija. V livarski industriji se dodajanje polnjene žice uporablja predvsem kot nodulator ali cepivo. V osnovi je produkt polnjene žice fino zdrobljeno polnilo obdano z jeklenim trakom ter oblikovano v valj
Podobni avtomatizacijski procesi polnjene žice v Sloveniji že obstajajo. Pri zasnovi nove linije so se kot najprej analizirale in upoštevale vse dobre in slabe lastnosti obstoječih linij. Sama linija polnjene žice je sestavljena v grobem na tri osnovne dele. Na začetku linije je navijalno odvijalni del, ki ga sestavljajo dvojni odvijalnik, varilni avtomat ter navijalnik/odvijalnik, ki mu rečemo tudi akumulator. Funkcija dvojnega odvijalnika je odvijanje pločevine na akumulator. Z varilnim avtomatom se izvede spajanje pločevine med dvojnim odvijalnikom in akumulatorjem. Na akumulatorju se navija in zbira zadostna zaloga jeklenega traku, ki je osnova izdelave polnjene žice.
Osrednji del linije polnjene žice predstavlja profilirna miza, ki je sestavljena iz več enot. Enote so kot orodje, ki s pomočjo valjev omogočajo profiliranje, zapiranje in kalibriranje pločevinastega traku na ustrezno dimenzijo. Zraven profilirne mize je v osrednjem delu izdelave polnjene žice še dozirni sitem. Podjetje Telem je prvič izvedlo avtomatizacijo dveh diferencialnih tehtnic s pomočjo Siemens Siwarex FCT elektronskih modulov. Dozirni sistem je sposoben doziranja različnih polnilnih materialov do grama natančno iz obeh silosov. Posebnost samih tehnologij dozirnih sistemov sipkih materialov je predvsem problematičnost sipanja prahu. Zato ta del procesa predstavlja eksplozijsko ogroženo cono (EX cona). Vsa inštalacija okrog dozirnega sistema je bila s strani našega podjetja izvedena v EX območju. Tehtalni sistem smo tudi certificirali s pomočjo pooblaščenega podjetja.

Zadnji končni del linije polnjene žice predstavlja navijalnik. Poznamo več vrst navijalnikov žice. Tukaj je bil izveden navijalnik, ki deluje s pomočjo hidravličnega pogona ter dislocirane roke navijalnika. Roka navijalnika skrbi za ustrezni pomik polnjene žice pri navijanju v kolut. Hidravlični sistem skrbi za dobro vpetje koluta in kasnejšo demontažo koluta iz navijalnika. Končni produkt predstavlja torej točno določena dolžina polnjene žice navite v kolut.

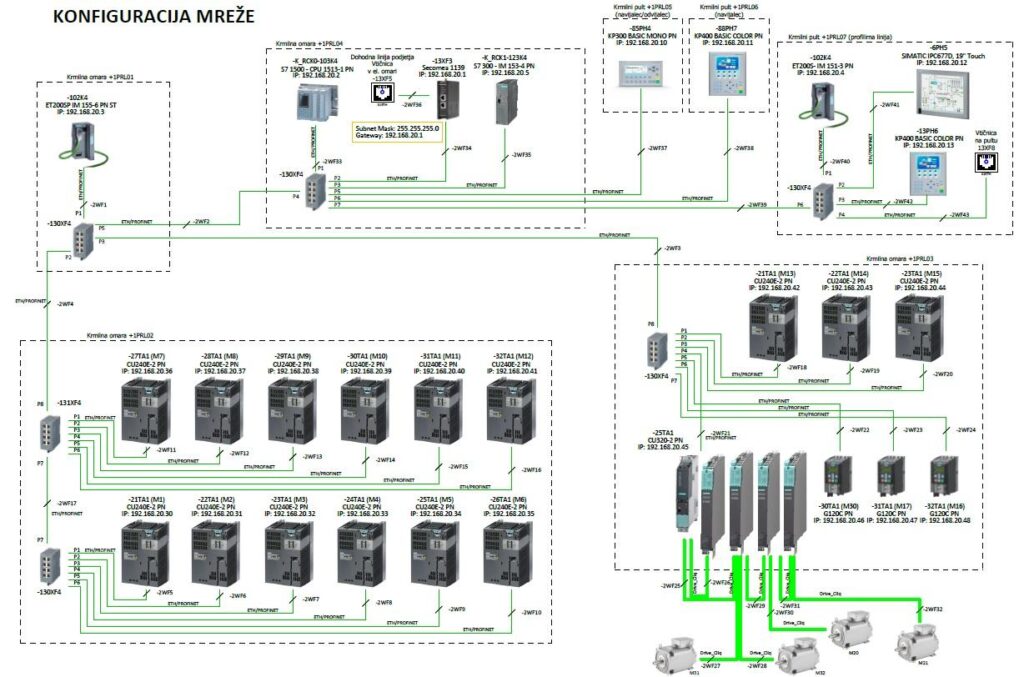
Kot Siemens-ov sistemski integrator, ne le na področju krmilne, merilne in regulacijske tehnike, je podjetje Telem dobavilo tudi vse potrebne pogone, ki so se vgradili na novi liniji (tako gonila, kot tudi motorje). Vsi dobavljeni pogoni so od proizvajalca Siemens (tako navadni pogoni, kot tudi EX izvedbe pogonov ter Drive-Cliq motorji) in so moči od 0,75kW pa vse tja do 17,5kW. Večina motorjev je potrebovala tudi dodatno vsiljeno hlajenje motorjev. Podjetje Telem je dobavilo tudi vso potrebno merilno opremo različnih proizvajalcev. Procesna merilna oprema, ki je potrebna pri tehtalnem sistemu, je bila prav tako dobavljena od proizvajalca Siemens in je morala biti v EX izvedbi. Avtomatiko linije je podjetje Telem zagotovilo s pomočjo krmilnikov Siemens Simatic serije S7-1500 ter več potrebnimi vhodno/izhodnimi razširitvami Siemens ET200SP. Krmilnik tehtalnega sistema je prav tako od proizvajalca Siemens serije S7-300. Nadzorni sistem, ki omogoča spremljanje in upravljanje posameznih delov na liniji sestavljajo v osnovi SCADA sistem ter več manjših operacijskih panelov. Nadzorni sistem v glavnem pultu je od proizvajalca Siemens WinCC, ki se zaganja na Siemensovem industrijskem PC-ju serije IPC677D. Operacijski paneli so prav tako od proizvajalca Siemens serije KP400 in KP300 basic PN. Operacijski paneli so bili nameščeni na dele linije, ki predstavljajo posamezni sklop same linije in jih je potrebno nadzorovati in upravljati na licu mesta. Takšno vrsto upravljanja zahteva delovanje akumulatorja, navijalnika ter upravljanje dozirnega sistema. Industrijska mreža je bila izvedena preko Siemens-ovih Scalance mrežnih stikal ter komunikacijskih kablov. Sama tehnologija izdelave polnjene žice zahteva tudi veliko pnevmatskih pogonov in elementov, ki so potrebni pri samem procesu izdelave polnjene žice. Prav tako je naše podjetje Telem dobavilo in izvedlo pnevmatsko inštalacijo s pomočjo produktov znanega svetovnega proizvajalca pnevmatske opreme Festo.
Podjetje Telem je dodalo tudi svoj pečat na področju energetske učinkovitosti procesa. Zraven energetsko učinkovitih pogonov podjetja Siemens smo na liniji vgradili tudi energetsko učinkovite frekvenčne pretvornike v izvedbi z vračanjem energije družine Siemens Sinamics. Frekvenčni pretvorniki so vgrajeni na vsak pogon posamezne postaje na sami liniji, kot tudi na strani akumulatorja in navijalca.

Naše podjetje je moralo posvetiti velik del pozornosti tudi varnosti na takšni liniji. Narava dela je taka, da je delo za takšno linijo, ki po vrhu deluje še do 200m/min, zelo zahtevno in od operaterjev ter drugih delavcev pri proizvodnem procesu izdelave zahteva maksimalno zbranost na delovnem mestu.
Končna faza izvedbe celotne nove linije polnjene žice je vsebovala tudi digitalizacijo, ki je omogočila transparentnost, sledljivost, arhiviranje in vodenje kakovosti investitorjevega končnega produkta, kar bo zelo vplivalo predvsem na zadovoljstvo njihovih strank.